
Flexible Feeder with Recirculating Conveyor for Medical Vial
This Flexible Feeding solution was designed to feed double and singly wrapped medical vials for robotic selection at 100PPM. This system includes both belted and cleated conveyors, bin sensors to detect low parts supply, stack light alerts, and a robotic inspection system.
Continue Reading Flexible Feeder with Recirculating Conveyor for Medical Vial

Count and Batch Packaging Conveyor Belt-Vibratory Bowl System
This custom feed system featured a vibratory bowl, designed to orient various sizes of bearing cages while also sorting and rejecting mixed product, and a count and batch conveyor which counted a pre-set number of selected product into the customer’s bulk packaging. The system required a vibratory feeder bowl with tooling designed for multiple products, a custom conveyor tooled to count product at its exit, a roller conveyor to stage the customer’s packaging, and programmable counting electronics to allow the customer to pre-set a package quantity which varied from product to product.
Continue Reading Count and Batch Packaging Conveyor Belt-Vibratory Bowl System

Belt Conveyor System with Airlock Chamber for Medical Packaging Operation
We were approached by a medical device manufacturer who needed a solution for moving empty packages from a warehouse into a cleanroom for packaging with product, then moving the full packages back into the warehouse for storage and shipment. They required continual movement of product between the warehouse and the cleanroom while maintaining the integrity of the cleanroom environment.
Continue Reading Belt Conveyor System with Airlock Chamber for Medical Packaging Operation

FDA-Approved Stainless Steel Timing Conveyor Belt For Pharmaceutical Packaging
This custom timing belt conveyor was designed to feed pharmaceutical bottles through a pharmaceutical packaging operation.This pharmaceutical grade timing belt conveyor included complete stainless steel construction with FDA approved plastic side rails and a urethane timing belt.
Continue Reading FDA-Approved Stainless Steel Timing Conveyor Belt For Pharmaceutical Packaging
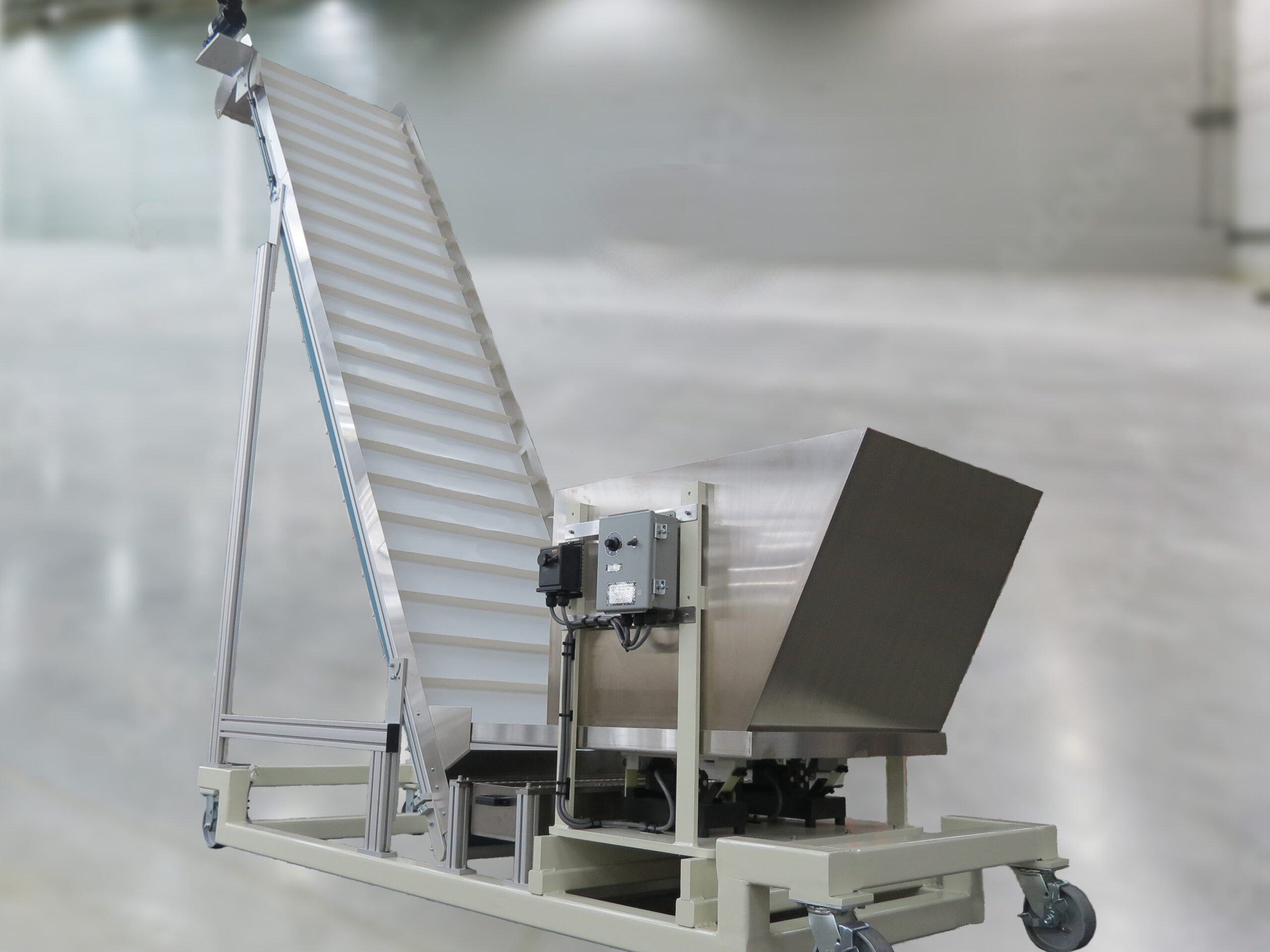
Elevator Belt Conveyor System with Storage Hopper for Food Packaging
This system was designed for a food manufacturer who needed to move a whole-grain snack product to a packaging operation, which required the product to be delivered 10′ off the floor. The manufacturer needed bulk product storage at floor level and a way to remove as much small and broken pieces of product as possible before moving into the packaging operation.
Continue Reading Elevator Belt Conveyor System with Storage Hopper for Food Packaging

High-Precision, FDA Approved Cleated Timing Belt Conveyor System
This custom conveyor system was designed to transfer blister packs of medical products between machinery assembling the blister packs and machinery packaging the packs into cartons. Packs were loaded onto the conveyor at the entrance end and shuttled sideways into a packaging machine at the discharge end. The high-precision requirements of this application necessitated the use of a custom timing belt conveyor.
Continue Reading High-Precision, FDA Approved Cleated Timing Belt Conveyor System